深穴加工の精度が優れています。
高精度のドリルブッシュでガイドされて加工を開始し、深穴加工途中では、自らが明けた穴をガイドとする
セルフパイロット方式であり曲がりが少ない。
また、ガンドリルは一枚刃であり切削による抵抗で内面をバニシングする事で穴の精度も優れています。
◆曲がりが少ない
通常深さ1,000mmの加工で曲がりは1mm以下とされています。
◆面粗度が良い
ガンドリル外周パットによるバニシング効果により S45Cで8S~16S、FCで6S~10S、Alで3S以下位 が可能です。
◆径公差、円筒形、真円度が良い
回転に対する送り量が少ないので、径公差及び円筒度、真円度が優れています。
径公差で通常H7~H9程度の穴明けが可能です。
◆ワークサイズ
300mm×1,000mm×1,500mm
高硬度の材質まで深穴加工ができます。
刃先には超硬チップを使用していますので、HRc40~50位までの硬さの材料への深穴加工が可能です。
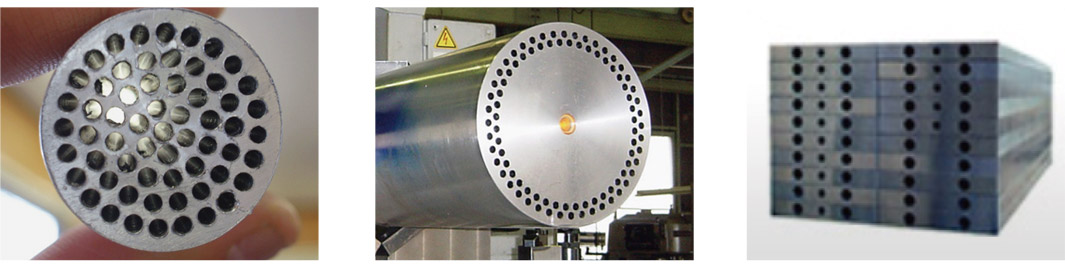
製品サンプル
丸材、角材、異形材、鉄や非鉄金属からプラスチックなど様々な材質の深穴加工を行います。自動車部品をはじめ医療機器など、あらゆる分野の深穴加工が対象です。